
Taal

Papieren kokers zien er eenvoudig uit, maar iedereen die ze koopt of produceert kent de hoofdpijnklachten: delaminatieklachten, ongelijkmatige wanddikte, lijmrommel, vage randen, uitschuifbaarheid, slechte ronding en constante uitval door het verwisselen van mesjes of slechte papierinvoer. In dit artikel wordt uiteengezet wat deze problemen feitelijk veroorzaakt en hoePapieren buismachinekan worden geconfigureerd, bediend en onderhouden om stabiele kwaliteit op schaal te leveren. U krijgt een praktische aankoopchecklist, een productieworkflow die veelvoorkomende defecten voorkomt, een tabel waarin machineopties worden vergeleken, een kwaliteitscontroleroutine die klanten vertrouwen, en een gids voor probleemoplossing die operators op de werkvloer kunnen gebruiken.
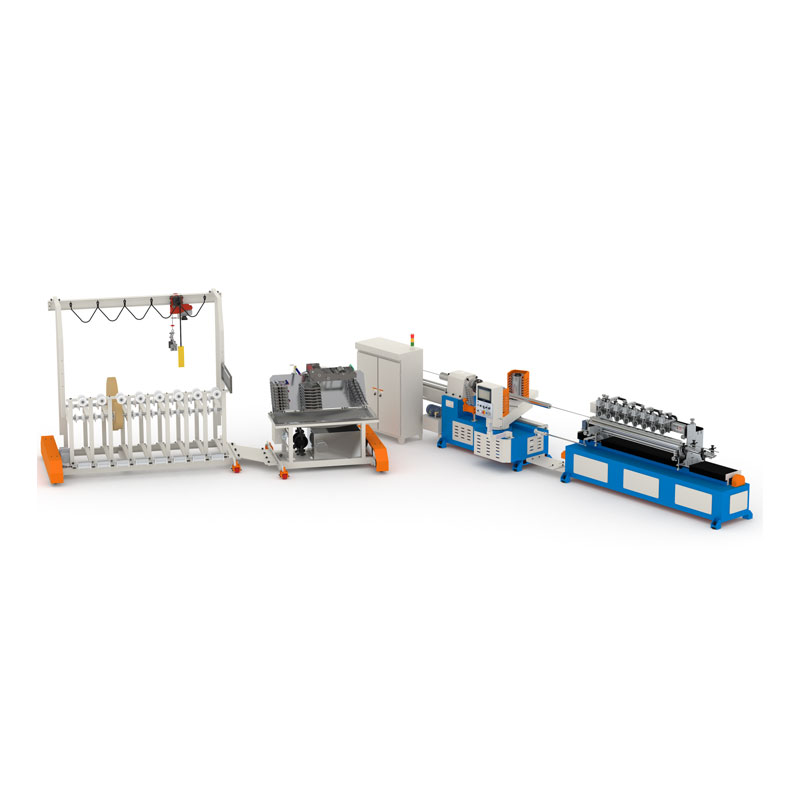
Wanneer een koper zegt “uw buizen zijn inconsistent”, bedoelen ze meestal een van deze specifieke problemen. Een goed geconfigureerdPapieren buismachinemoeten ze bij de bron voorkomen, en niet door slechte buizen op te ruimen nadat ze al gemaakt zijn.
Als u kokers inkoopt voor verpakkingen, etiketten, films, textiel, papierfabrieken of bouwgerelateerde toepassingen, zijn uw klanten om dezelfde twee dingen geïnteresseerd:herhaalbaarheidEnschone randen. Alles in uw proces moet deze uitkomsten verdedigen.
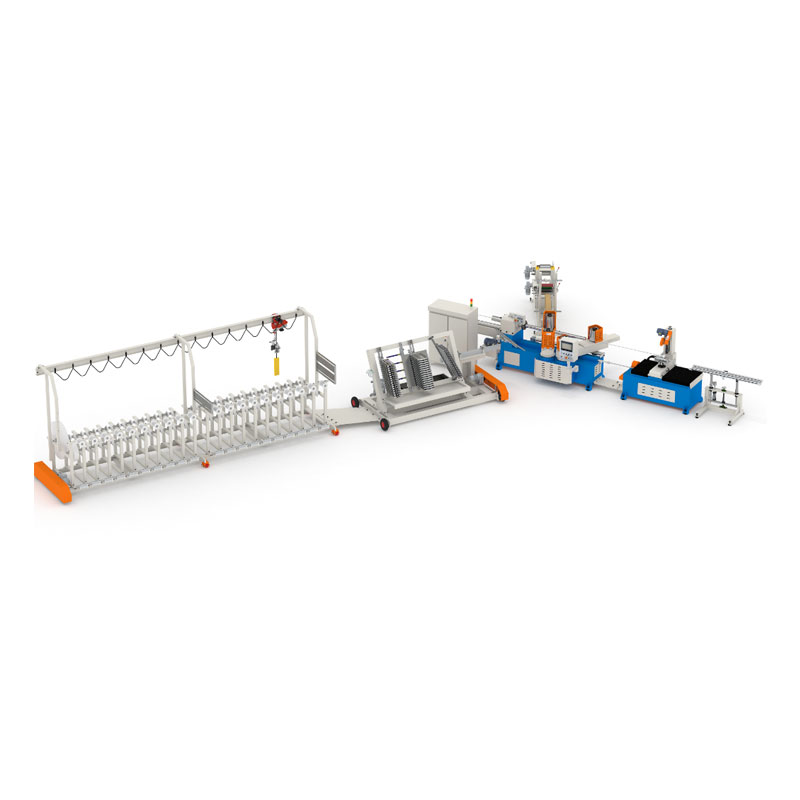
Een buisleiding is een systeem. Als u zich alleen op ‘machinesnelheid’ concentreert, produceert u uiteindelijk sneller schroot. Hier is de workflow die u stap voor stap moet evalueren:
Als uw huidige buizen ‘willekeurig’ kapot gaan, is de oorzaak zelden willekeurig. Het is meestal een afwijking in spanning, lijmviscositeit of doornslijtage die niemand heeft gemeten totdat klanten klaagden.
Niet elke buistoepassing heeft dezelfde constructiemethode nodig. Gebruik de onderstaande tabel om de machinestijl af te stemmen op de productvereisten.
| Machine-/procestype | Beste voor | Sterke punten | Kijk uit |
|---|---|---|---|
| Spiraalvormige kronkeling | Algemene verpakkingsbuizen, textielkernen, etiketkernen, beschermbuizen | Hoog rendement, flexibele maten, stabiele output wanneer de spanning onder controle is | Heeft een goede spanning/lijmstabiliteit nodig om delaminatie en ovaliteit te voorkomen |
| Convoluutwikkeling | Buizen met hoge precisie, dikkere wanden, toepassingen die nauwere toleranties vereisen | Uitstekend rondheidspotentieel, sterke structuur, strakke laagindeling | Hogere instelgevoeligheid; papierbreedte en uitlijning moeten consistent zijn |
| Handmatige / instaplijn | Kleine batches, nieuwe buisproducten testen, beperkt budget | Lagere kosten vooraf, eenvoudige training | De output is sterk afhankelijk van de vaardigheid van de operator; moeilijker om consistentie te behouden |
| Semi-automatische lijn | Groeiende fabrieken die een stabiele productie nodig hebben zonder volledige automatiseringskosten | Evenwichtige productiviteit, stabielere controle over belangrijke stappen | Er zijn nog steeds standaardprocedures nodig om het afwijken van de instelling te voorkomen |
| Lijn met hoge automatisering | Grote bestellingen, krappe leveringstermijnen, klanten met strikte kwaliteitscontrole | Herhaalbaarheid, lagere arbeidsafhankelijkheid, betere schaalvergroting | Vereist gedisciplineerd onderhoud en planning van reserveonderdelen |
De “beste” optie is degene die past bij uw buistolerantie, diameterbereik, wanddikte en klantverwachtingen – niet degene met het hoogste snelheidsgetal in een brochure.
Als u spijt van de koper wilt vermijden, leg dan uw vereisten vast voordat u offertes vergelijkt. Hier is een praktische checklist:
Pro tip: Stel jezelf deze ongemakkelijke vraag:“Wat gebeurt er als mijn beste operator stopt?”Als je kwaliteit instort, heb je nog geen proces; je hebt een persoon. Een correct gespecificeerdPapieren buismachineen gedocumenteerde instellingen verminderen dat risico.
Je hebt geen ingewikkeld laboratorium nodig om vertrouwen te winnen. Je hebt consistentie en traceerbaarheid nodig. Gebruik een eenvoudige routine die operators daadwerkelijk kunnen volgen:
De krachtigste verbetering is trackingschroot redenen. Als ‘jam voeren’ de belangrijkste oorzaak is van schroot, koop dan geen snellere apparatuur; zorg eerst voor de stabiliteit van de invoer en training.
Fabrieken jagen vaak op snelheid en worden vervolgens gestraft met schroot, overuren en boze klanten. Een beter plan is om te ontwerpen voor een stabiele output:
Wanneer u de uitvoer plant, houd dan rekening met de verborgen tijdsbestedingen: het hanteren van lasverbindingen, het reinigen van lijm, het wisselen van mesjes en het wisselen van afmetingen. Een iets langzamere lijn met minder stops kan beter presteren dan een snellere lijn die voortdurend het ritme breekt.
De meeste ‘mysterieproblemen’ op de buisleidingen zijn vermomde onderhoudsproblemen. Bescherm uptime met gewoonten die saai maar winstgevend zijn:
Eén onderschatte tip: behandel lijm als een gecontroleerd materiaal, en niet als een “wat er maar beschikbaar is” voorraad. Stabiele viscositeit en schone applicatie doen meer voor de buiskwaliteit dan veel dure upgrades.
A Papieren buismachineis geen eenmalige aankoop. Het is een langdurige productierelatie. De leverancier die u kiest, moet de instellingen kunnen uitleggen, defecten kunnen oplossen en u kunnen helpen bij het standaardiseren van de output, en niet alleen bij het verzenden van apparatuur.
Als u leveranciers evalueert, let dan op:
Voor teams die een meer gestructureerde aanpak willen, vooral bij het opschalen van capaciteit:Wenzhou Feihua Printing Machinery Co., Ltd.wordt vaak geëvalueerd als leverancieroptie omdat veel kopers niet alleen apparatuur willen, maar ook praktische operationele begeleiding en stabiele productieroutines die de afhankelijkheid van ‘heldenoperators’ verminderen.
Als uw huidige buizen last hebben van inconsistente verbindingen, rommelige randen of uitvaltijd die de levering verstoort, wordt de oplossing zelden ‘sneller uitgevoerd’. De echte oplossing is het juiste matchenPapieren buismachineconfiguratie aan uw buisspecificaties, en bouw vervolgens een herhaalbaar proces op dat de kwaliteit stabiel houdt, zelfs als de ploegendiensten veranderen.
Klaar om uw buismaatbereik, doeltolerantie en productiedoelstellingen te bespreken? Reik uit enneem contact met ons opom een praktisch machine- en procesplan te verkennen dat bij uw fabriek past – niet alleen maar een algemene offerte.











