
Taal

A Papier Tube-machinekan er op het oppervlak eenvoudig uitzien: papier oprollen, lijm aanbrengen, op lengte knippen. In echte fabrieken komen de pijnpunten snel naar boven: onstabiele buissterkte, lijmrommel, frequente stilstand, langzame maatwisselingen, en inconsistente bezuinigingen die verspilling en klachten van klanten veroorzaken. Dit artikel gaat in op het proces van het maken van buizen, de meest voorkomende productieproblemen en de machinemogelijkheden die daarmee gepaard gaan los ze op. U krijgt ook een praktische aankoopchecklist, een tabel met alle pijnpunten en een onderhoudsboekje, zodat u aan de slag kunt stabiele verschuivingen met minder verrassingen.
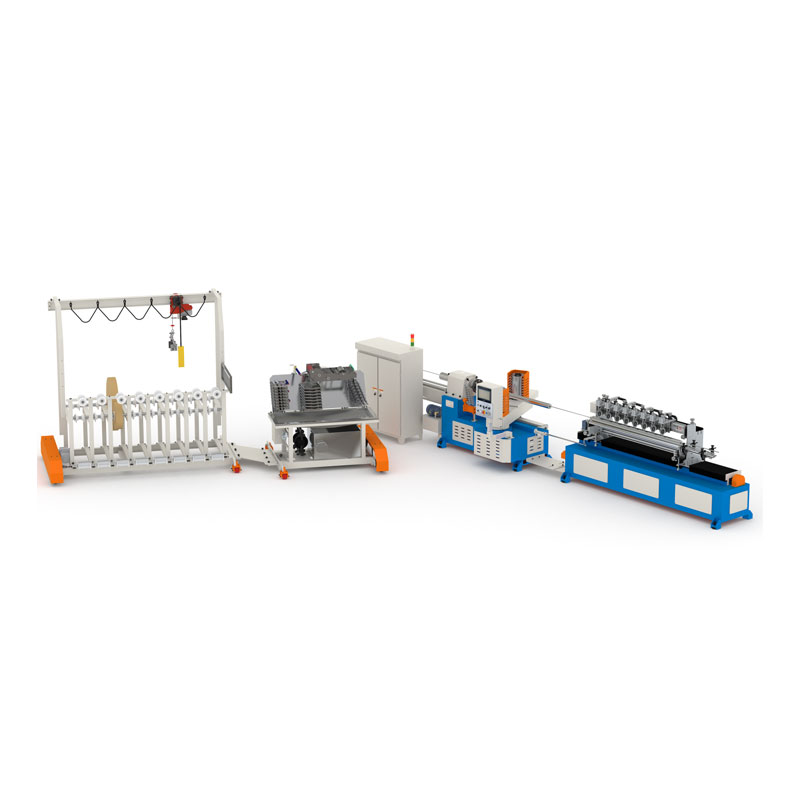
A Papieren buismachinevormt buizen door meerdere lagen papier rond een doorn te wikkelen (ook wel een schacht of kern genoemd), ze met lijm verbinden en vervolgens de buis op de gewenste lengte afsnijden. Afhankelijk van uw branche kan de afgewerkte buis een verpakkingsbuis zijn, een film- of textielkern, een composiet bliklichaam of een structurele buis die als beschermhoes wordt gebruikt.
Het verschil tussen een ‘buizenmaker’ die alleen maar werkt en een lijn die (beleefd) geld drukt, is consistentie: consistente spanning, consistente lijmtoepassing, consistente wikkeldruk en consistent snijden. Wanneer deze variabelen afwijken, krijg je zwakke buizen, ovaliteit, delaminatie, stof, lijmvervuiling of een slechte lengtetolerantie.
Pijnpunt 1: Inconsistente buissterkte
Het maakt klanten niet uit dat papierbatches variëren of dat de luchtvochtigheid van de ene op de andere dag verandert. Als de buis verbrijzelt, delamineert, of bezwijkt tijdens het wikkelen/inpakken, je verliest vertrouwen en marge. Sterkteproblemen zijn meestal terug te voeren op de controle van de papierspanning, lijmuniformiteit en stabiliteit van de wikkeldruk.
Pijnpunt 2: Lijmpuin en onstabiele hechting
Te veel lijm veroorzaakt uitglijden, vervuiling en stilstand bij het opruimen. Te weinig veroorzaakt delaminatie en zwakke gewrichten. Een gecontroleerd lijmtoevoertraject (en een gebruiksvriendelijke reinigingsroutine) is vaak de snelste ROI-upgrade.
Pijnpunt 3: Langzame omschakelingen
Als het wisselen van diameter of wanddikte een eeuwigheid duurt, vermijdt u productvariatie en loopt u bestellingen mis. Snelle formaatwijzigingen zijn afhankelijk van snelle aanpassingsmechanismen, duidelijke installatiereferenties en stabiele digitale recepten.
Pijnpunt 4: Slechte snijnauwkeurigheid en ruwe randen
Slechte sneden komen tot uiting in het feit dat de lengtes niet overeenkomen, bramen, gebroken uiteinden en klachten van klanten. De snijstabiliteit is afhankelijk van de stijfheid, de toestand van het mes, de synchronisatie met de buistoevoersnelheid, en een schone methode voor stofverwerking.
Als u een nieuwe lijn evalueert, begin dan niet met de vraag: "Wat is de maximale snelheid?" Begin met de vraag: “Welke snelheid blijft volgens onze buisspecificaties stabiel gedurende een volledige dienst zonder dat de kwaliteit achteruitgaat?”
Als u het proces begrijpt, kunt u ontdekken waar instabiliteit binnensluipt. De meeste productie van papieren buizen volgt deze volgorde:
Een stalPapieren buismachineis niet ‘één kenmerk’. Het is een ketting: als de spanning wegebt, wordt de lijm ongelijkmatig; als de lijm ongelijkmatig is, wikkeldruk gedraagt zich anders; als de wikkeldruk verandert, verandert de snijkwaliteit. Goede apparatuur maakt de keten voorspelbaar.
Hier volgen de mogelijkheden die er het meest toe doen als de productie reëel is en niet theoretisch:
| Productie probleem | Machinecapaciteiten die helpen | Waar u op moet letten tijdens de evaluatie |
|---|---|---|
| Delaminatie van de buis / zwakke hechting | Stabiele lijmtoepassing en gecontroleerd lijmpad | Zelfs lijmfolie, eenvoudig te reinigen onderdelen, duidelijke instelbereiken voor uw papiergrammage en buisdikte |
| Ovale buizen / slechte ronding | Stijf vormsysteem en stabiele wikkeldruk | Consistente buis-OD/ID-metingen, minimale trillingen, soepel lopend op uw doelsnelheid |
| Rimpels en verkeerde uitlijning van de lagen | Goede papiergeleiding en spanningsstabiliteit | Schoon baanpad, betrouwbaar remmen/controle, herhaalbare uitlijning na het vervangen van de haspel |
| Ruwe randen / lengte komen niet overeen | Nauwkeurige snijsynchronisatie | Snijd monsters over een lange termijn: controleer bramen, gebroken uiteinden, consistentie van de lengtetolerantie |
| Te veel afval tijdens het opstarten | Snelle installatiereferenties en gebruiksvriendelijke bedieningselementen | Eenvoudige parameteraanpassingen, duidelijke indicatoren, stabiele resultaten na herstart |
| Downtime door schoonmaken en storingen | Onderhoudstoegang en voorspelbare verbruiksartikelen | Eenvoudige reinigingsstappen, toegankelijke lijm-/snijgebieden, standaard slijtdelen |
Merk op wat er ontbreekt: vage beloftes. De beste aankoopgesprekken draaien om de specificaties van uw buizen en de realiteit van uw dienst. Als een leverancier kan uitleggen hoe zijn/haarPapieren buismachineblijft stabiel over een lange periode, vooral tijdens het wisselen van rollen en opnieuw opstarten - dan kom je dicht bij een goede beslissing.
Voordat u offertes vergelijkt, vergrendelt u uw vereisten. Een machine die perfect is voor dunwandige verpakkingsbuizen kan verkeerd zijn voor zware industriële kernen. Gebruik de onderstaande checklist om te voorkomen dat u ‘bijna goed’ koopt.
Definieer uw buisvereisten
Vraag om een proof-run-mentaliteit
| Wat te valideren | Hoe het te valideren | Pass/fail-aanwijzing |
|---|---|---|
| Dimensionale stabiliteit (OD/ID/rondheid) | Meet de buizen over een langere periode en na een herstart | Minimale drift, stabiele metingen zonder voortdurend aan de knop te draaien |
| Consistentie van de hechtsterkte | Snijd dwarsdoorsneden en controleer de uniformiteit van de laaghechting | Geen duidelijke droge zones, geen overmatig uitknijpen van lijm |
| Snijkwaliteit | Inspecteer de uiteinden op bramen/verbrijzeling; controleer de lengtetolerantie | Schone randen en herhaalbare lengte over batches |
| Ervaring van de operator | Laat operators de procedures voor het vervangen en herstarten van rollen uitvoeren | Proces blijft kalm; De installatie is duidelijk en herhaalbaar |
| Onderhoudsrealisme | Doorloop de stappen voor reinigen en vervangen van slijtageonderdelen | Toegankelijk ontwerp en eenvoudige routines die niet worden overgeslagen |
Kwaliteitscontrole voor de productie van buizen hoeft niet ingewikkeld te zijn; het moet consistent zijn. Als u eenPapieren buismachineop schaal wordt kleine afwijking snel duur.
Pro-tip: als uw afval “willekeurig” piekt, is dit meestal niet willekeurig: houd bij wanneer dit gebeurt (na het wisselen van de rol, na stops, in vochtige periodes), en je zult een patroon vinden dat je kunt oplossen.
Uptime is een strategie, geen wens. De eenvoudigste manier om eenPapieren buismachineStabiel is het behandelen van onderhoud als onderdeel van de productie. Hier is een praktische aanpak die veel planten gebruiken:
| Frequentie | Wat te doen | Waarom het ertoe doet |
|---|---|---|
| Per dienst | Reinig de lijmcontactgebieden, verwijder papierstof in de buurt van het snijden, controleer zichtbare losheid | Voorkomt opbouw die instabiliteit van de hechting en slechte sneden veroorzaakt |
| Dagelijks | Inspecteer messen/gereedschappen, controleer de basisuitlijningsgeleiders, controleer bewegende delen op ongebruikelijk geluid | Vangt slijtage vroegtijdig op, voordat het schroot en stilstand wordt |
| Wekelijks | Smeerroutine, diepere reiniging, bevestiging van spanning en voedingsstabiliteit | Stabiliseert het proces en voorkomt drift |
| Maandelijks | Controleer de inventaris van reserveonderdelen, inspecteer de belangrijkste slijtageonderdelen, vernieuw de herhalingstraining voor operators | Vermindert noodstops en houdt de activiteiten consistent binnen teams |
Begin bij het oplossen van problemen met de symptomen en werk achteruit: Als de sneden ruw zijn, geef dan niet meteen de schuld aan het mes; controleer de stabiliteit en trillingen van de sondevoeding. Als er sprake is van delaminatie, geef dan niet meteen de schuld aan het papier; controleer de uniformiteit van de lijm en het spanningsverschil. Een rustige diagnose verslaat elke keer paniekaanpassingen.
Apparatuur kopen is één ding. Het jarenlang soepel laten verlopen is iets anders. Een goede leveranciersrelatie omvat doorgaans: praktische ondersteuning bij de inbedrijfstelling, duidelijke bedieningsinstructies, toegankelijke slijtageonderdelen en responsieve service voor het oplossen van problemen. Het doel is simpel: houd uw lijn voorspelbaar, zodat uw bezorgschema betrouwbaar blijft.
Als u afkomstig bent van Wenzhou Feihua Printing Machinery Co., Ltd.Behandel het gesprek als een productieplan: deel uw buizenspecificaties, uw materiële realiteit en uw uitvoerdoel en vraag vervolgens hoe de machine stabiel blijft tijdens lange runs, opnieuw opstarten en frequente groottewijzigingen. De kwaliteit van de antwoorden die u ontvangt, zal u meer vertellen dan een brochure ooit zou kunnen.
Vraag: Welke informatie moet ik voorbereiden voordat ik een offerte aanvraag voor een papierbuismachine?
A:Bereid uw buisdiameterbereik, wanddiktebereik, lengtebereik, papiergrammage/laagtelling, voorkeur voor lijmtype, doelopbrengst per ploegendienst en eventuele speciale vereisten (eindafwerking, stofbeheersing, nauwe toleranties, frequente maatveranderingen) voor. Hoe duidelijker uw invoer, hoe nauwkeuriger de aanbeveling.
Vraag: Hoe weet ik of mijn problemen met de buissterkte te wijten zijn aan de machine of aan het ruwe papier?
A:Controleer patronen. Als de delaminatie piekt na het wisselen van de haspel, het stoppen of het wisselen van vocht, is er waarschijnlijk sprake van processtabiliteit (spanning, lijmuniformiteit, wikkeldruk). Als dit onder alle omstandigheden consistent gebeurt, kan de compatibiliteit van grondstoffen of lijmen de oorzaak zijn.
Vraag: Wat is een realistische manier om de snijkwaliteit te evalueren?
A:Oordeel niet op basis van een paar voorbeelden. Vraag om een lange run volgens uw specificaties en inspecteer vervolgens de afgeknipte uiteinden en de lengteconsistentie in de loop van de tijd, vooral na een herstart. Consistente reinheid en tolerantie zijn belangrijker dan een enkele ‘perfecte’ snit.
Vraag: Is een hogere snelheid altijd beter?
A:Alleen als de kwaliteit een volledige dienst stabiel blijft. Hoge snelheid met afwijkende afmetingen of frequente schoonmaakstops kunnen een minder verkoopbare output opleveren dan een iets langzamere, stabielere lijn.
Vraag: Welke onderhoudstaken beschermen de kwaliteit het meest direct?
A:Het reinigen van lijmgebieden, stofbeheersing nabij het snijden en routinematige controles op trillingen en losheid zijn grote winsten. Deze voorkomen de “kleine drift” die stilletjes schroot creëert.
Bent u er klaar voor om de juiste papierbuismachine te matchen met uw buisspecificaties en dagelijkse outputdoel?
Vertel ons uw diameterbereik, wanddikte, lengtetolerantie, papiersoort en doelcapaciteit - en wij helpen u een praktische configuratie in kaart te brengen waarbij prioriteit wordt gegeven aan een stabiele productie, snelle omschakelingen en zuivere sneden. Als je minder verrassingen en meer voorspelbare verschuivingen wilt, neem contact met ons opom uw aanvraag te bespreken en een oplossing op maat aan te vragen.











